In this guide, we’ll do a deep-dive into the effects of printing pressure on a bioprinted construct and different methods of extrusion-based bioprinting.
Extrusion-based bioprinting generates pressure in a cartridge to force a bioink to flow through a nozzle. Changing the amount of applied pressure changes the bioink’s flow rate, which can drastically change the resulting bioprinted construct. Pressure is just one parameter out of many to consider when bioprinting, including print speed, temperature, nozzle size and more.
There are two main ways in which extrusion-based bioprinters generate pressure: pneumatically and through a motor-driven plunger (i.e., syringe-based extrusion). Pneumatically driven bioprinters use either an internal or external air compressor to pump high-pressure air into the cartridge and force the bioink through the nozzle. In syringe-based extrusion, the plunger is connected to a motor through a shaft, and the motor produces the force needed to drive extrusion.
The pros and cons of each extrusion method depend on the conditions of the print. For example, the syringe-based method takes a longer time to set up because of the moving parts involved. However, the motor can start and stop applying pressure very rapidly and with much more accuracy than pneumatically driven extrusion. That’s helpful for users who work with very small volumes and low-viscosity bioinks. On the other hand, the speed enabled by pneumatic extrusion benefits users who don’t require the precision of syringe-driven extrusion.
After choosing an extrusion method, you can set a pressure for their print. If the pressure is too low, then the bioink will not flow. If the pressure is too high, then the bioprinter may not be able to move quickly enough to deposit the filament onto the printing substrate. However, there is a wide range of pressures where the bioink will flow through nozzle and print properly. To choose the right one, users should keep the objective of their print in mind.
For materials with poor structural integrity before crosslinking, users can use higher pressures to print more rapidly and crosslink before the construct begins to collapse. At higher pressures, you can increase the nozzle’s translation rate along the printbed – even though more bioink is coming out more quickly, the nozzle covers more ground, depositing the same amount of bioink per length unit of the filament. Users can max out these parameters to print a construct as rapidly as possible.
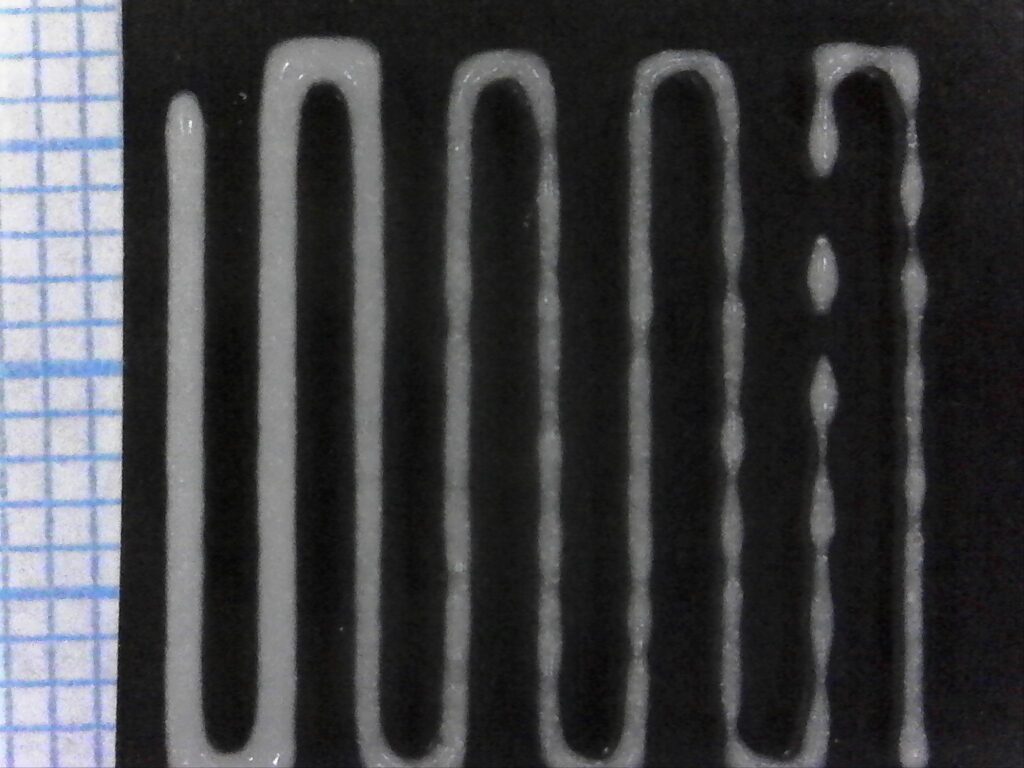
Figure 1: This filament demonstrates the trade-off between high and low printing pressures. The inconsistent filaments toward the right were printed with low pressures, and the smoother filaments towards the left were printed at higher pressure. S. However, intricate features like curves, corners and multiple layers are printed more precisely at lower pressures. And when printing with cells, lower pressures minimize the cells killed in the process.
At the same time, the lowest pressure possible is not necessarily the best for printing with cells. Some bioinks require that cells be outside of incubator conditions for 15-20 minutes, and using slightly higher pressures enables users to select higher speeds, finish faster and reduce the time spent outside of the incubator.
Bioprinting is a complex process with many parameters involved, and these are just a few things to consider when choosing your extrusion pressure. It’s rarely ideal to minimize or maximize any given parameter, and you’ll usually find that the best parameter is somewhere in the middle.
Still have questions? Did we miss something? Reach out to our team at sales@cellink.com for tailored help with any project!