この記事は、「プロのようなバイオプリンティング」シリーズの最初の投稿で、当社のエンジニアがバイオプリントプロセスを最適化し、最高品質の結果を得るために重要な原則について解説しています。バイオプリンティングのベストプラクティスを、研究室全体で活用しましょう!この記事はあくまで紹介ですが、より詳しい情報はBioverseでいつでもご覧いただけます。また、当社チーム(japan@cellink.com)までお気軽にお問合せください。
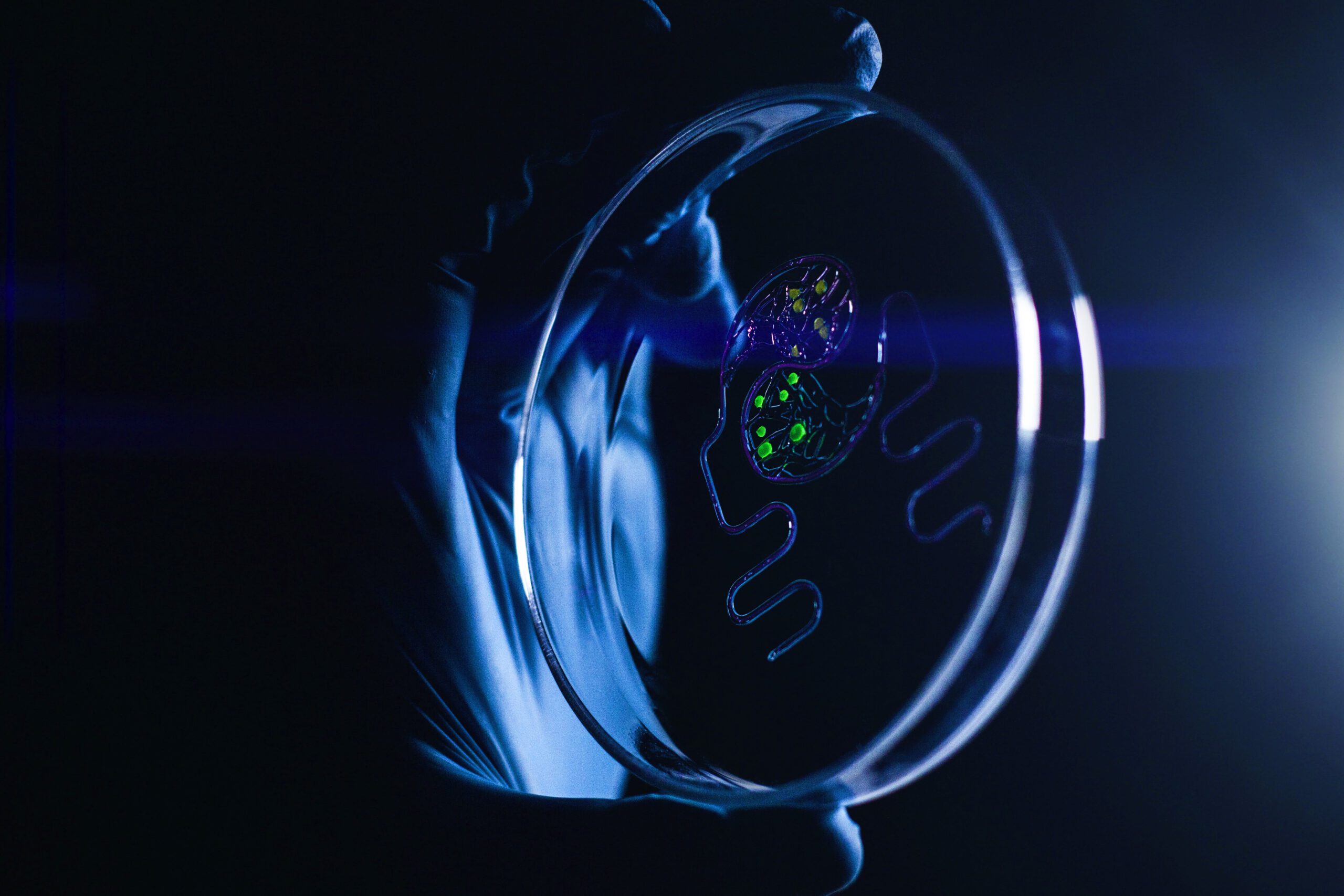
このブログでは、バイオプリントされた造形物に対する圧力の影響について深く掘り下げていきます。押出式によるバイオプリンティングは、カートリッジ内に圧力をかけ、バイオインクをノズルから押し出します。加える圧力を変えると、バイオインクの流量が変わるため、バイオプリントの仕上がりが大幅に変わります。圧力は、プリントスピード、温度、ノズルサイズなどと同様、バイオプリンティングの際に考慮すべきパラメータの1つにすぎません。
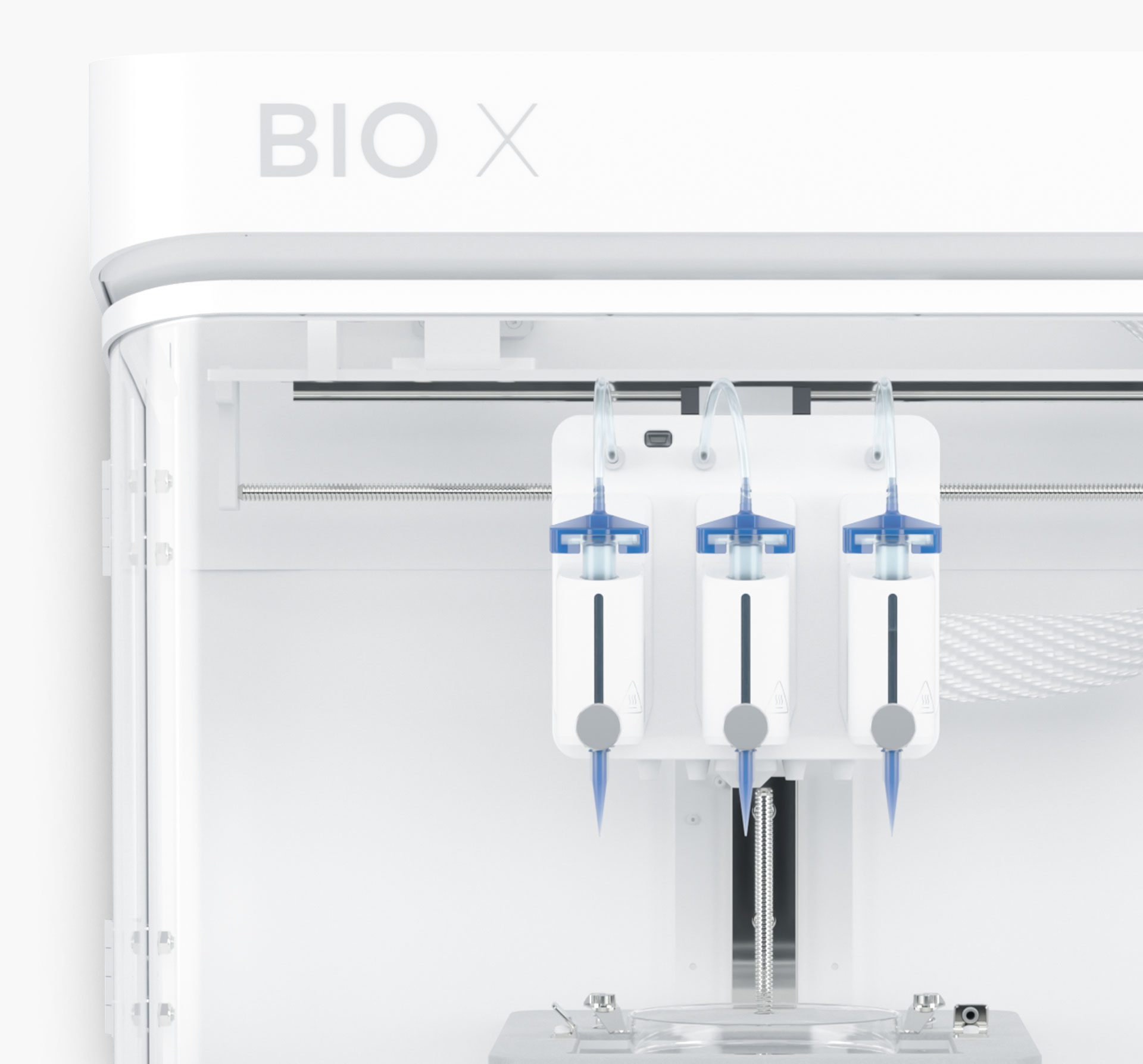
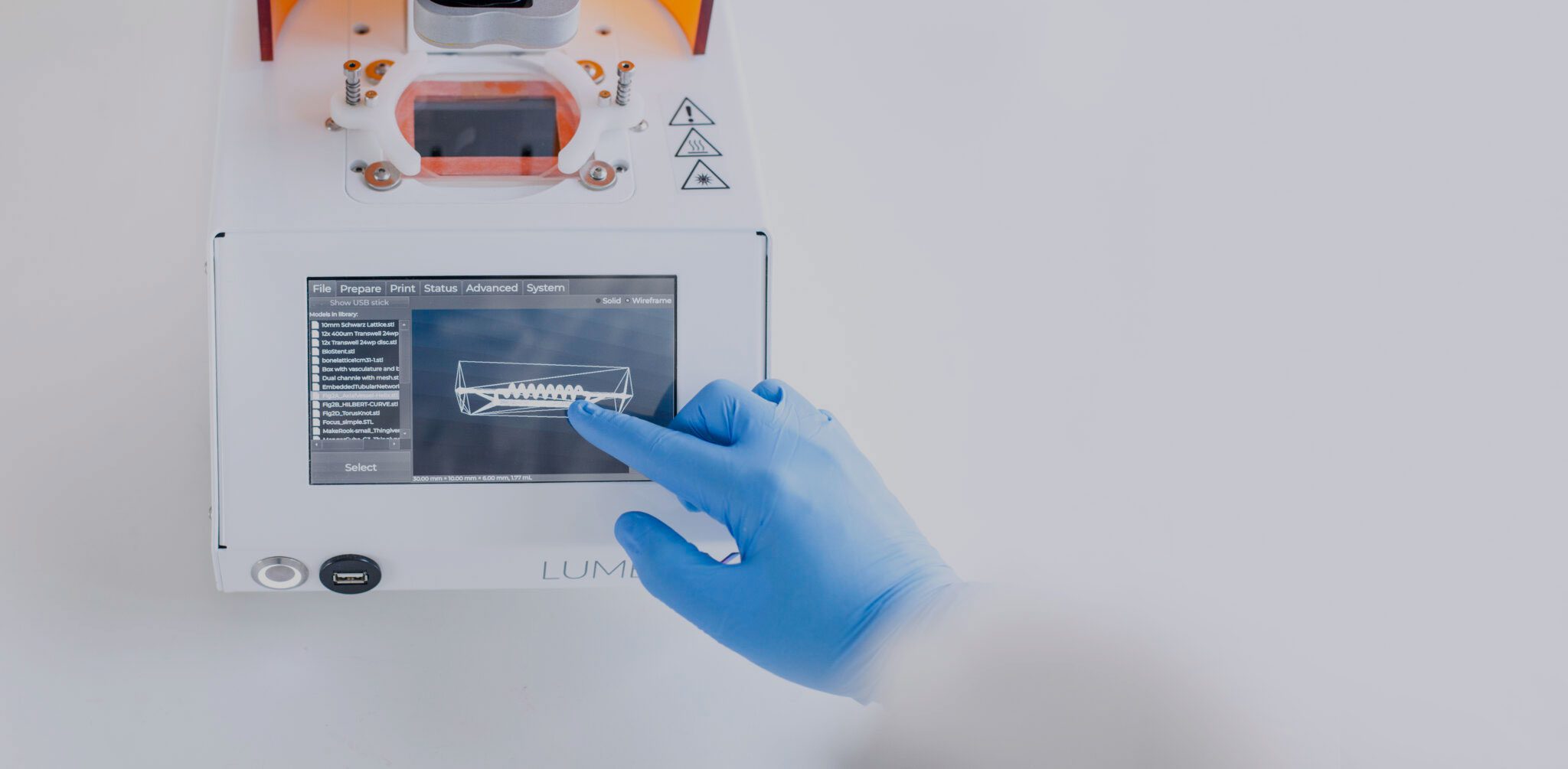
押出式のバイオプリンタでは、空気圧で圧力を発生させる方法と、モーター駆動のプランジャーで圧力を発生させる方法(シリンジ式の押出し)の主に2つの方法があります。空気圧式のバイオプリンタは、内部または外部のエアコンプレッサーで高圧の空気をカートリッジに送り込み、バイオインクをノズルから押し出す仕組みになっています。シリンジ式の押出方法では、プランジャーはシャフトを介してモーターに接続されており、押出しに必要な力をモーターにより発生させます。
各押出方法のメリット・デメリットは、プリントの条件によって異なります。例えば、シリンジを使った方法では、可動部があるため、セットアップに時間がかかります。しかし、モーター方式は、空気圧式の押出方法に比べ、非常に速くて正確な圧力制御が可能です。これは、極少量で低粘度のバイオインクを扱うユーザーには便利な機能です。一方、空気圧による押出方法は、シリンジによる押出のような精密さを必要としないユーザーにとっては、そのスピードがメリットとなります。
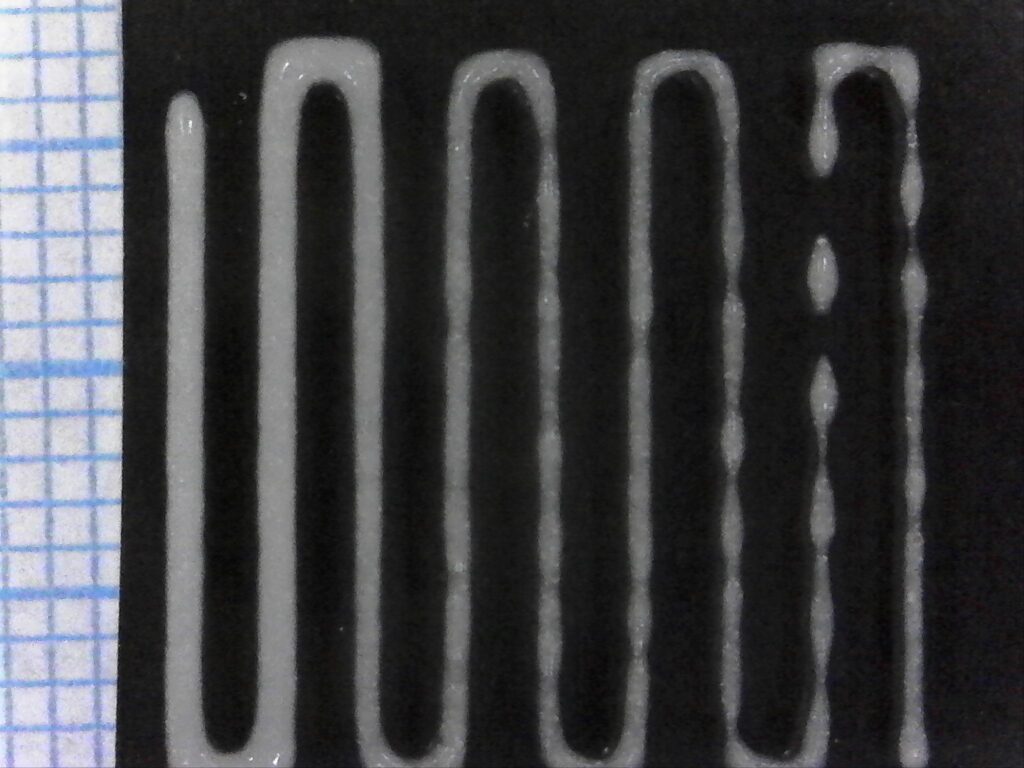
プリント圧力の設定は、押出方法を選択した後に行えます。圧力が低すぎると、バイオインクは流れません。逆に圧力が高すぎると、バイオプリンタがフィラメントを積層するのに十分な速さで移動できず、造形が難しくなります。しかし、バイオインクがノズルを通過し、適切にプリントできる圧力には広い幅があります。適切な圧力を選択するには、ユーザーはプリントの目的を明確にしておく必要があります。
架橋前の構造安定性が低いマテリアルの場合、ユーザーは高めの圧力でより迅速にプリントし、構造が崩れる前に架橋させることができます。高い圧力下では、プリントベッドに沿ってノズルの移動速度を上げることができます。より多くのバイオインクがより速く出てきても、ノズルはより広い範囲をカバーし、フィラメントの長さ単位あたり同じ量のバイオインクを積層することができるのです。ユーザーはこれらのパラメータを最大限に活用して、造形物を可能な限り迅速にプリントできます。
しかし同時に、細胞を使用したプリントには、可能な限り低い圧力が必ずしも最適であるとは限りません。 バイオインクの中には、細胞をインキュベーターの条件下で15~20分間放置する必要があるものもあり、少し高い圧力を使用することで、ユーザーはより高速を選択し、より速く仕上げ、インキュベーター外の時間を短縮することができます。
バイオプリンティングは多くのパラメータが関係する複雑なプロセスであり、これらは押出圧力を選択する際に考慮すべき点のほんの一部に過ぎません。どのパラメータも最小または最大にすることが理想的であることはまれで、通常は中間のどこかに最適なパラメータがあることがわかります。
他にご質問はありますか?何か見逃してはいませんか?どのようなことでも結構ですので、お気軽にjapan@cellink.comまでご相談ください。当社公式SNSもありますので、ご意見をお聞かせください。皆様のご意見をお待ちしております。