品質管理
品質への取り組み
最高のバイオインクは、原材料の最高の調達先から実現します。当社では、厳格な基準に基づいてサプライヤーを選択し、納品ごとにエンドトキシンおよび無菌性試験を実施します。スウェーデンの森からノルウェーの冷たい海まで、最高の原材料を調達し、お客様に最大限の価値をお届けできるよう努力しています。
原材料は承認後、無菌状態で当社の製造工程に入ります。このクリーンな環境により、有害物質フリーの製造が可能になります。当社は、お客様の研究において、一貫性がいかに重要であるかを理解しており、最終製品ごとに品質管理を行い、再現性を保証しています。当社では、各バイオインクの粘度、外観、pH、細胞毒性に加えて、GelMA系バイオインクのゲル化温度とメタクリル化度などを検証しています。当社のオンラインストアでは、各バイオインクの仕様と、品質管理結果を掲載しています。以下の図に、当社で実行したテストの典型的な結果が示されています。
当社のバイオインクに実施するテスト
無菌性
当社では、当社の細胞研究用バイオインクに、生存可能な汚染微生物が存在しないことを確認するために無菌試験を実施しています。当社の試験では、真菌や酵母を含む好気性および嫌気性の微生物を、常温および生理的な条件で検出します。
エンドトキシンのレベル
エンドトキシンは、グラム陰性菌の両親媒性膜に含まれています。特に血清を含む細胞培養液では、細胞の形態を変化させたり、細胞膜を破壊するなど、ヒト細胞の機能に影響を与える可能性があります。エンドトキシンの感度および許容エンドトキシンレベルは、細胞の種類によって異なります。
pH
真核細胞では細胞内pHが厳密に調整されており、外部環境のpHは、細胞増殖、必須代謝、細胞生存への影響など、細胞の挙動に多面的な影響を及ぼします。たとえば、pHが7.4を超えると細胞質が収縮し、pHが6.5を下回ると細胞の活動が不可逆的に停止する可能性があります。
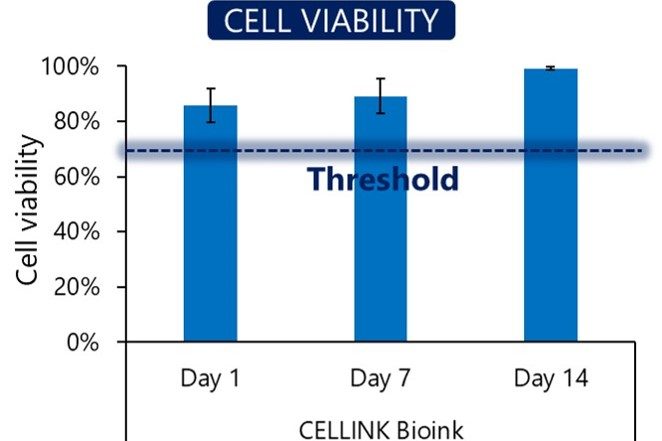
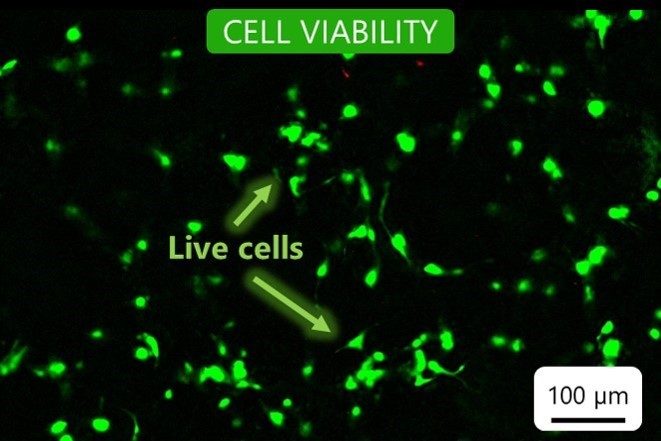
細胞生存率
当社のバイオインクに細胞毒素は含まれていません。そのため、バイオプリントした造形物で7日間培養した後に、細胞生存率をテストしています。細胞がバイオインク環境で成長および増殖することを、当社では確認します。
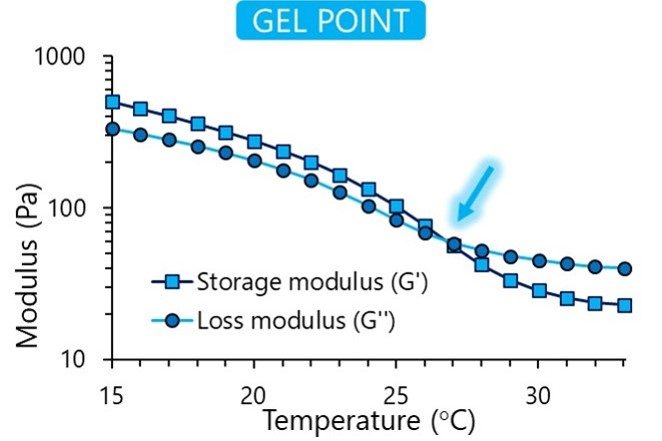
粘度
バイオインクは、多くの場合、せん断減粘性を示す非ニュートン流体です – せん断応力が増加すると、粘度が低下します。当社では、お客様のバイオプリンティングがスムーズで再現性を持つことを保証するために、各バイオインクが常温でせん断減粘性であることを確認しています。
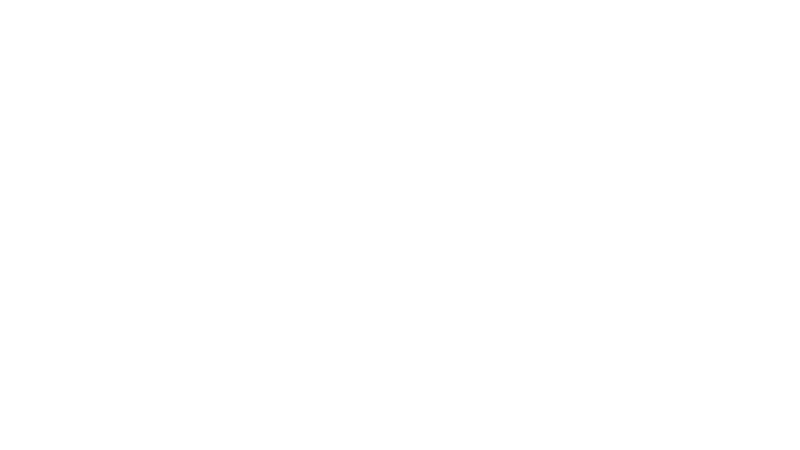
メタクリル化度
バイオプリントされたGelMA系の造形物は、メタクリル官能基の光重合によって架橋されます。メタクリル化の程度は膨潤率や剛性などの機械的性質に影響を与え、これらの特性は細胞の挙動に大きく影響します。定量的な1H NMRデータを用いてメタクリル化の程度を測定し、各バッチのバイオインクの光架橋の一貫性を確保しています。
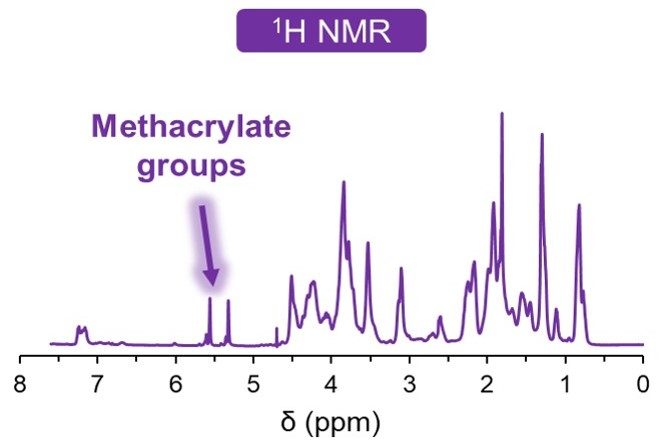
ゲル化温度
GelMA系バイオインクは、流動性のあるバイオインクを高い粘度を持つゲルに変化させるゲル化温度を持つことを特徴としています。GelMA系のバイオインクは、温度が1度でも高すぎたり低すぎたりするとその挙動が大幅に変化するため、ゲル化温度を理解することは極めて重要です。